

چاپ سه بعدی (3D Printing) در تعریف ساده به فرایند تولید اجسام سهبعدی از فایلهای دیجیتال گفته میشود. تولید اجسام سهبعدی در این روش بهکمک فرایندهای افزودنی انجام میشود. در فرایندهای افزودنی، اجسام با روی هم قرار گرفتن لایههای متعدد ساخته میشوند. هریک از لایهها را میتوان بهعنوان برشی افقی با ضخامت کم از محصول نهایی در نظر گرفت.
فرایند تولید افزودنی یا همان چاپ سهبعدی در مقابل فرایندهای تولید برداشتی قرار میگیرد. در فرایندهای برداشتی، برای رسیدن به محصول نهایی باید قطعههایی از یک مادهی خام برش داده شده یا اصطلاحا تراشیده شوند. برداشتن مواد نیز توسط ماشینآلات تولیدی همچون فرز یا ماشین تراش انجام میشود. درنهایت چاپ سهبعدی امکان تولید قطعات با موادی بسیار کمتر را نسبت به فرایندهای سنتی تولیدی فراهم میکند. بهعلاوه قطعات با پیچیدگی بیشتر در طراحی هم با چاپ سهبعدی آسانتر تولید میشوند.
- چاپ سهبعدی چگونه انجام میشود؟
- کاربردهای چاپ سهبعدی
- چاپ سهبعدی در مدلسازی و ساخت سریع
- چاپگر سهبعدی در خودرو
- چاپ سهبعدی در هوانوردی
- چاپ سهبعدی در ساختوساز
- محصولات مصرفی
- چاپگر سه بعدی در بهداشت و سلامت
- چاپگر سهبعدی در هوافضا
- چاپگر سهبعدی در صنایع غذایی
- انواع فناوری و فرایندهای چاپ سهبعدی
- Vat Photopolymerization
- Material Jetting
- Binder Jetting
- Material Extrusion
- Powder Bed Fusion
- Sheet Lamination
- Directed Energy Deposition
- مواد اولیه پرینتر سه بعدی
امروزه صنایع بسیاری از مهندسی مکانیک، ساختوتولید، مهندسی پزشکی، هوافضا و حتی صنایع غذایی از فناوری چاپ سهبعدی بهره میبرند. مدلسازی یکی از مهمترین کاربردهای این فرایند تولیدی محسوب میشود که در میان کاربران عادی هم طرفداران زیادی دارد. در این مطلب زومیت قصد داریم تا بررسی جامعی دربارهی چگونگی انجام فرایندهای چاپ سهبعدی و همچنین کاربردهای آن داشته باشیم.
چاپ سهبعدی چگونه انجام میشود؟
فرایند چاپ سهبعدی از طراحی یک مدل سهبعدی شروع میشود. کاربر میتواند مدل سهبعدی را خودش طراحی کرده یا مانند فایلهای دیگر، آن را از مخازن آنلاین دانلود کند. برای طراحی مدل سهبعدی، انواع ابزارها از نرمافزارهای طراحی تا اسکنرهای سهبعدی، دستگاههای اسکن لمسی، کدنویسی و حتی اپلیکیشنهای موبایل در اختیار کاربران قرار دارند.

درحالحاضر ابزارهای نرمافزاری متعددی برای مدلسازی سهبعدی وجود دارند. انواع صنعتی و حرفهای آنها عموما قیمت بالایی دارند. درمقابل انواع رایگان نرمافزارهای سهبعدی هم در اینترنت دیده میشوند که قابلیتهای مناسبی را در اختیار کاربران تازهکار قرار میدهند. از میان آنها میتوان به Tinkercad اشاره کرد که تحت مرورگر اجرا میشود. این ابزار آموزشهایی را هم برای راهنمایی کاربران عرضه میکند و درنهایت روشهای انتقال مدل به دستگاه چاپ سهبعدی را هم شرح میدهد.
پس از مدلسازی سهبعدی جسم مورد نظر، باید فرایندهایی در جهت آمادهسازی آن برای چاپ انجام شود. فرایند اولیه برش زدن یا Slicing نام دارد. در فرایند برش زدن، قطعه به صدها یا هزارها لایهی افقی تقسیم میشود. شایان ذکر است برشدهی نیز نرمافزار اختصاصی دارد. البته برخی نرمافزارهای مدلسازی حرفهای، فرایند برشدهی را نیز برای کاربر انجام میدهند. بهعلاوه برخی چاپگرهای سهبعدی هم ابزار برشدهی دارند و کاربر تنها باید فایل مدل سهبعدی را در فرمتهای .stl یا .obj یا فایل CAD به آنها وارد کند.
برشدهی را میتوان مرحلهی آخر مدلسازی جسم برای چاپ سهبعدی دانست. دستگاه این فایل را از طریق USB، کارتهای حافظه یا حتی اتصال شبکه و اینترنت دریافت میکند. سپس فرایند چاپ بهصورت پیادهسازی لایه به لایهی جسم انجام میشود.
کاربردهای چاپ سهبعدی
استفاده از چاپ سهبعدی در تولید اجسام و محصولات امروزه به اوج خود رسیده است. درواقع تعداد شرکتهایی که از این فناوری در زنجیرهی تأمین خود استفاده نمیکنند، روزبهروز کمتر میشود. چاپ سهبعدی در ابتدای کار تنها فرایندی مناسب مدلسازی یا تولید تکی بود، اما امروز بهطور جدی یک فناوری تولیدی محسوب میشود.
امروزه اکثر فعالیتهای انجامشده بهکمک چاپ سهبعدی در دستهی صنعتی قرار میگیرند. Wohlers از فعالان جدی بازار چاپ سهبعدی محسوب میشود که گزارشهایی دورهای از آن منتشر میکند. آنها اعتقاد دارند صنعت جهانی چاپ سهبعدی تا سال ۲۰۲۰ به درآمد بیش از ۱۵ میلیارد دلار میرسد. طبق همین روند، درآمد صنعت تا سالهای ۲۰۲۲ و ۲۰۲۴، بهترتیب ۲۳/۹ و ۳۵/۶ میلیارد دلار پیشبینی میشود.

چاپ سهبعدی با پیشرفت و تکامل، بهمرور همهی صنایع موجود در جهان را متحول میکند. درواقع آیندهی کاری، زندگی و حتی بازی و تفریح کردن انسانها هم با فناوری چاپ سهبعدی متحول خواهد شد. چاپ سهبعدی امروز بسیاری ازفناوریها و مواد را پوشش میدهد چون تقریبا در همهی صنایع نفوذ کرده است. درواقع باید آن را مجموعهای از صنایع گوناگون بدانیم که کاربردهای بیشمار دارد. بهعنوان مثالی از کاربردهای چاپ سهبعدی میتوان به موارد زیر اشاره کرد:
چاپ سهبعدی در مدلسازی و ساخت سریع
شرکتهای متعدد از سالهای پایانی دههی ۱۹۷۰ از چاپ سهبعدی برای ساخت نمونههای اولیهی محصولات در فرایند طراحی استفاده میکردند. این فناوری سرعت مدلسازی را افزایش داد و مفهومی بهنام مدلسازی سریع (Rapid Prototyping) متولد شد. استفاده از چاپگرهای سهبعدی برای مدلسازی سریع، علاوه بر افزایش سرعت، باعث کاهش هزینه هم میشود.
ساخت نمونههای اولیه با چاپ سهبعدی با سرعت بالایی انجام میشود
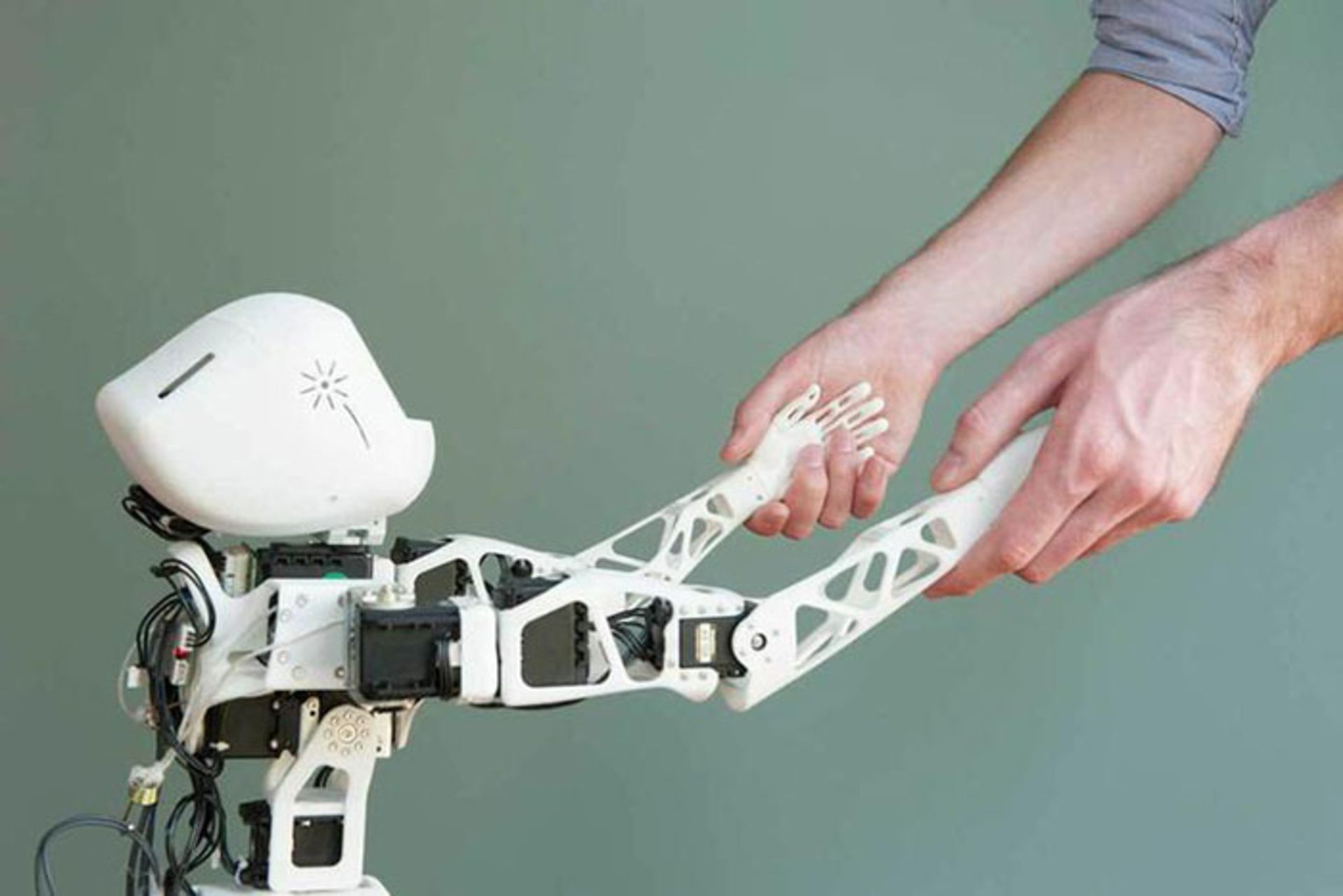
فرایند ساخت سریع (Rapid Manufacturing) هم مانند مدلسازی سریع از نتایج بهکارگیری چاپ سهبعدی محسوب میشود. شرکتها با استفاده از این روش محصولات با تیراژ محدود یا عمر عملکردی پایین را با سرعت بالا تولید میکنند. همین فرایندهای تولید و مدلسازی سریع باعث میشوند تا تجهیزاتی پیشرفته مانند رباتها هم قابلیت تولید با چاپ سهبعدی را داشته باشند. امروزه بسیاری از رباتها بهصورت کامل با چاپگر سهبعدی ساخته شده و درنهایت تنها حسگرها و موتور الکتریکی روی آنها نصب میشود. چنین رویکردی موجب ساخت محصولاتی ارزانتر با فرایند سریعتر خواهد شد.
چاپگر سهبعدی در خودرو
خودروسازان از سالها پیش چاپ سهبعدی را به فرایندهای طراحی و تولید خود اضافه کردهاند. آنها قطعات مصرفی، ابزارها، قید و بندها و حتی محصولات مخصوص مصرفکننده را با این فرایند تولید میکنند. چاپ سهبعدی امکان تولید بسیار سریع را فراهم میکند که موجب کاهش انبارداری خودروسازها و کوتاه شدن چرخههای تولید شده است.
عاشقان صنعت خودرو در سرتاسر جهان از چاپ سهبعدی برای بازسازی و نوسازی خودروهای قدیمی و کلاسیک استفاده میکنند. در نمونههای متعدد شاهد زنده شدن مجدد خودروهایی هستیم که بسیاری از قطعات آنها دیگر تولید نمیشوند.
چاپ سهبعدی در هوانوردی
صنعت هوانوردی از چاپ سهبعدی در روشهای گوناگون استفاده میکند. در ویدئوی زیر شاهد یکی از مهمترین نقاط تاریخی در صنعت چاپ سهبعدی هستیم. شرکت GE Aviation با استفاده از چاپ سهبعدی، ۳۰ هزار عدد نازل سوختی کبالت-کروم برای موتور هواپیمای LEAP تولید کرد. آنها در سال ۲۰۱۸ موفق به چنین دستاوردی شدند. شرکت مذکور هر هفته ۶۰۰ عدد از آن نازلها را با ۴۰ عدد چاپگر سهبعدی تولید میکند. درنتیجه امروز تعداد بسیار زیادی نازل تولیدشده با چاپ سهبعدی در انبارهای جنرال الکتریک وجود دارد.
نازل تولیدی در شرکت جنرال الکتریک متشکل از ۲۰ قطعهی گوناگون بود که قبلا با فرایندهای جوشکاری به هم متصل میشدند. در فرایند تولیدی جدید، همهی آنها در یک مدل سهبعدی قرار گرفتند که موجب کاهش وزن ۲۵ درصدی و افزایش پنج برابری مقاومت در نازل شد. موتور LEAP بهخاطر بازدهی بالا پرفروشترین موتور صنعت هوافضا محسوب میشود. بهعلاوه جنرال الکتریک با تولید بهروش چاپ سهبعدی، در هر هواپیما سه میلیون دلار صرفهجویی هزینهای دارد. درنتیجه، همین یک قطعهی تولیدشده با چاپ سهبعدی، صدها میلیون دلار مزیت اقتصادی برای شرکت بههمراه خواهد داشت.
نازل تولیدشده توسط جنرال الکتریک در بوئینگ ۷۸۷ دایملر هم استفاده میشود. این هواپیما از قطعات تولیدشدهی متعدد به روش چاپ سهبعدی استفاده میکند که یکی از آنها تولید شرکت Norsk Titanium است. شرکت مذکور چاپ سهبعدی را بهعنوان روشی کاربردی برای کاهش هزینه بهکار گرفت و برخلاف روشهای موجود، از قوس پلاسما در آن استفاده میکند. فرایند تولید با قوس پلاسما بهنام Rapid Plasma Deposition شناخته میشود و توانایی تولید تا ۱۰ کیلوگرم تیتانیوم را در یک ساعت دارد.
بوئینگ از سالها پیش از قطعات تولیدشده با چاپ سهبعدی در هواپیماهای خود استفاده میکند. در سال ۲۰۱۵ تخمین زده میشد که آنها بیش از ۲۰ هزار قطعهی تولیدشده با چاپ سهبعدی در هواپیماهای خود دارند.
چاپ سهبعدی در ساختوساز
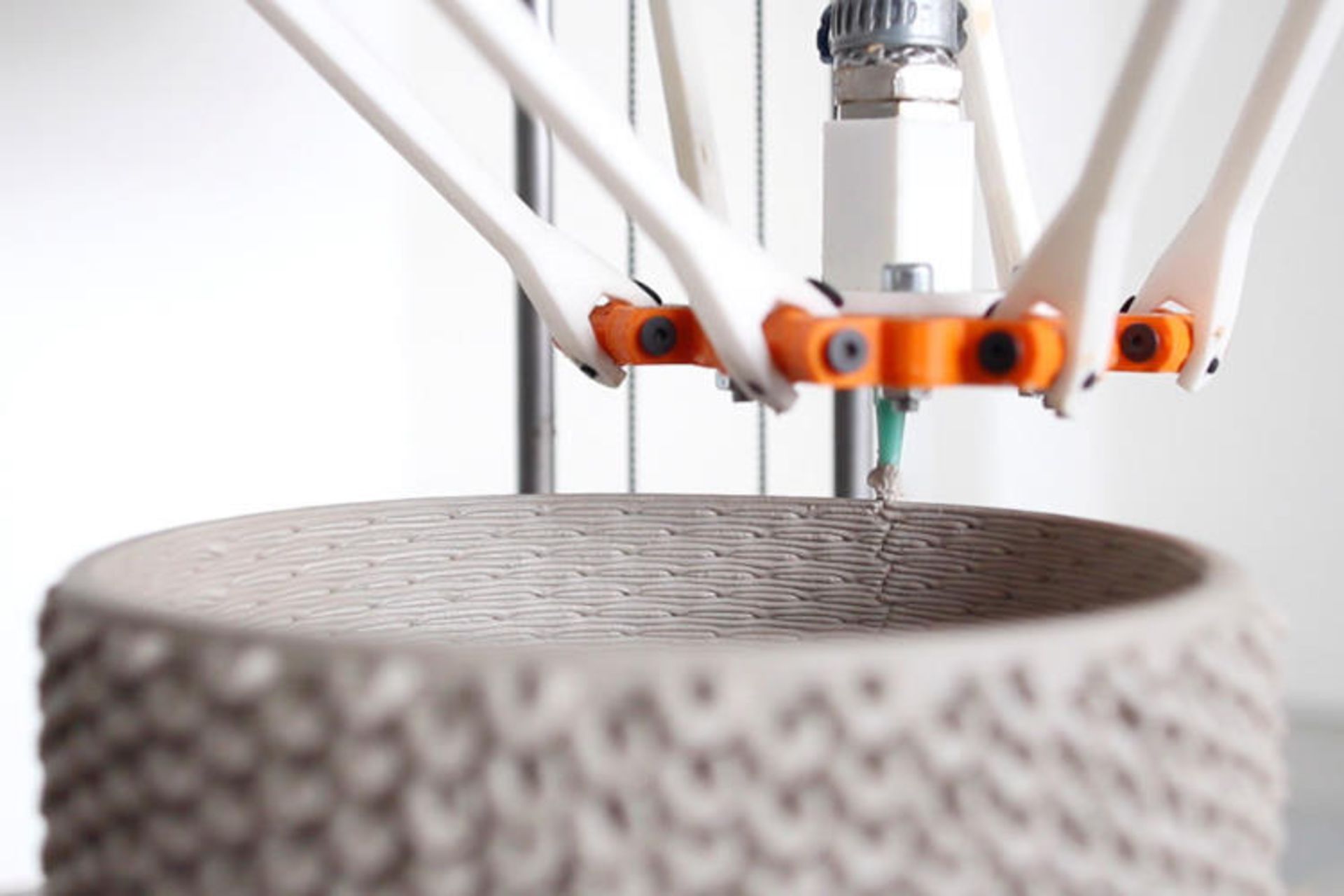
آیا میتوان یک ساختمان را با چاپ سهبعدی تولید کرد؟ قطعا بله. بسیاری از کارشناسان، چاپ سهبعدی را آیندهی صنعت ساختوساز میدانند. درحالحاضر با دستگاههای موجود امکان چاپ سهبعدی دیوار، در، سقف و حتی یک خانهی کامل وجود دارد.

بهرخ خوشنویس از دانشمندان پیشگام علم ساختوساز با چاپ سهبعدی محسوب میشود. او فرایندی بهنام چاپ بتن یا Contour Drafting توسعه داده است که از فرایند تولید افزودنی برای ساختمانسازی استفاده میکند. بهبیانساده در این روش از یک بازوی رباتیک برای ساخت سریع سازههای بزرگ همچون خانه استفاده میشود. دستگاه مذکور دیوارها را بهصورت لایه به لایه و با تزریق بتن چاپ میکند. سپس بازویی دیگر دیوارههای صیقل میزند.
محصولات مصرفی
در سالهای ابتدایی معرفی فناوری چاپ سهبعدی، تولید انبوه محصولات با آن ممکن نبود. امروزه پیشرفت فناوری بهحدی رسیده است که نمونههای متعدد از محصولات مصرفی در تیراژ بالا با چاپ سهبعدی تولید میشوند. حتی اگر کل محصول با چاپ سهبعدی تولید نشود، قطعات و بخشهایی در آن هستند که از این فناوری برای تولید بهره میبرند.
آدیداس در کفشهای سری 4D خود قطعاتی (لایهی میانی کفش) دارد که بهصورت کامل با چاپ سهبعدی تولید میشوند. قطعا چنین قطعاتی نیاز به تولید انبوه دارند و شرکت تنها در سال ۲۰۱۸، ۱۰۰ هزار عدد از آنها تولید کرد. تولید لایهها در سال ۲۰۱۹ بیشتر هم خواهد بود. کارشناسان پیشبینی میکنند که ظرفیت بازار کفشهای تولیدشده با چاپ سهبعدی تا سال ۲۰۲۹ به ۵/۹ میلیارد دلار خواهد رسید.

از محصولات مصرفی دیگر که با چاپ سهبعدی تولید میشوند، میتوان به عینک اشاره کرد. بازار این محصولات تا سال ۲۰۲۸ به ۳/۴ میلیارد دلار میرسد. فریمهای مخصوص مصرفکننده امروز بیش از همیشه با فناوری ساخت افزودنی تولید میشوند. چاپ سهبعدی در تولید عینک کاراییهای زیادی دارد. تولیدکننده بهراحتی میتواند محصولی مناسب چشم مشتری را طراحی کرده و با سرعت بالا تولید کند.
چاپ سهبعدی سرعت بالا و مصرف پایین مواد اولیه را بههمراه دارد
چاپ سهبعدی علاوه بر عینک، توانایی تولید لنزهای چشمی را نیز دارد. لنزهای سنتی شیشهای از بلوکهایی بهنام Blank تولید میشوند و تقریبا ۸۰ درصد از مادهی اولیه برای رسیدن به محصول نهایی برش داده میشود. اگر محاسبهای کلی پیرامون نیاز کاربران به لنز چشمی و تعداد مصرفکنندهها داشته باشید، قطعا متوجه بالا بودن بسیار زیاد آمار ۸۰ درصدی خواهید شد. بهعلاوه مواد اولیه باید به مقدار زیاد در آزمایشگاهها آماده باشد تا در صورت نیاز مشتری، تولیدکننده فرایند ساخت لنز مناسب را شروع کند.
با استفاده از چاپ سهبعدی روشهای تولیدی مدرنتری وارد صنعت چشمپزشکی شد. امروزه لنزها با روشی سریعتر و با کیفیت بالاتر تولید میشوند که نیاز به مواد اولیه و همچنین انبارداری را به میزان قابلتوجهی کاهش میدهد. Luxexcel VisionEngine 3D یکی از جدیدترین چاپگرهای سهبعدی در حوزهی تولید لنز محسوب میشود که توانایی تولید یک جفت لنز در ساعت دارد. فرایند تولید افزودنی همچنین به آزمایشگاه امکان میدهد تا لنزها را بهصورت شخصیسازی شده و با قابلیتهای متنوع تولید کند.

امروزه جواهرآلات هم بهکمک چاپ سهبعدی تولید میشوند. جواهر سازان با دو روش از چاپ سهبعدی برای ساخت جواهر استفاده میکنند. روش اول محصول نهایی را بهصورت مستقیم با چاپ سهبعدی Metal Powder Bed Fusion تولید میکند. در روش دوم، ابزارهای مورد نیاز مانند قالب ریختهگری با استفاده از چاپ سهبعدی تولید میشوند و محصول نهایی بهکمک آنها ساخته میشود.
چاپ سهبعدی در حوزهی محصولات مصرفی موسیقی هم وارد شده است. شرکت Reify یکی از فعالان این حوزه محسوب میشود که با الهام گرفتن از موسیقی، اجسام زیبای سهبعدی تولید میکند. بهعلاوه آلات متعدد موسیقی هم امروزه با چاپ سهبعدی ساخته میشوند.

چاپگر سه بعدی در بهداشت و سلامت
امروزه اخبار پیرامون ایمپلنتهای پزشکی چاپ سهبعدی بسیار شنیده میشود. البته بسیاری از آن محصولات، در فاز آزمایشی هستند. بههمین دلیل اکثر کاربران تصور میکنند چاپ سهبعدی در حوزهی پزشکی هنوز در فاز آزمایشی قرار دارد، درحالیکه شرایط اینگونه نیست. تنها در یک دههی گذشته شرکت Arcam بیش از ۱۰۰ هزار ایمپلنت جایگزین استخوان لگن را با فناوری چاپ سهبعدی تولید کرده است (این شرکت اکنون بهعنوان زیرمجموعهی GE Additive) فعالیت میکند.
دکتر گویدو گراپیولو با همکاری شرکت LimaCorporate محصولی بهنام Delta-TT Cup دارد که با استفاده از تیتانیوم تورتیغهای (Trabecular) ساخته میشود. مادهی مذکور ساختار سلولی ششضلعی سهبعدی دارد که به ساختار تورتیغهای استخوان نزدیک است. استفاده از این ساختار امکان هماهنگی تیتانیوم را با سیستم استخوانی بدن فراهم میکند. درنتیجه رشد استخوان به داخل ایمپلنت هم ممکن خواهد بود. برخی از اولین محصولات Delta-TT پس از گذشت یک دهه هنوز بهخوبی در بدن بیماران فعال هستند.
سمعک از دیگر محصولات حوزهی بهداشت و سلامت محسوب میشود که با استفاده از فناوری چاپ سهبعدی تولید بهینهتری دارد. بهعلاوه محصولات جدید در این حوزه بهخوبی قابلیت مخفی ماندن دارند. حجم زیادی از سمعکهای تولیدشده در ۱۷ سال گذشته با فناوری چاپ سهبعدی تولید شدهاند که شرکت Phonak نقش مهمی در رایج کردن آنها داشت. فناوری تولید سمعک به کمک چاپ سهبعدی بهنام Rapid Shell Modeling شناخته میشود که در سال ۲۰۰۱ توسط همین شرکت معرفی شد. پیشاز آن، فرایند تولید سمعک به ۹ مرحلهی تولیدی در آزمایشگاه نیاز داشت و محصول نهایی هم آنچنان مناسب نبود.
برای ساخت سمعک بهکمک چاپ سهبعدی ابتدا قالبی سیلیکونی درون گوش بیمار قرار میگیرد تا شکل کانال گوش شناسایی شود. سپس قالب مذکور با فرایند اسکن سهبعدی و کمی اصلاح مدلسازی به مدل سهبعدی و درنهایت به قالب اصلی سمعک تبدیل خواهد شد. فرایند چاپ سهبعدی در تولید سمعک عموما با روش SLA (Stereolithography) vat photopolymerization انجام میشود. پس از اضافه کردن قطعات الکترونیکی، سمعک برای استفادهی آسان کاربر آماده است. با استفاده از فرایند مذکور، سالانه صدها هزار سمعک بهصورت اختصاصی برای بیماران طراحی و ساخته میشوند.
کاربردهای حیاتی چاپ سهبعدی در علم پزشکی روزبهروز بیشتر میشوند
فرایندی شبیه به RSM که در تولید سمعک استفاده میشود، بهمرور علم دندانپزشکی را هم متحول میکند. قالبهای مخصوص اورتودنسی امروزه جزو پرتیراژترین محصولات صنعت چاپ سهبعدی محسوب میشوند. ماشینهایی که این قالبها را تولید میکنند از انواع SLA و MJF هستند. دراینمیان روشهای جدید چاپ سهبعدی امکان تولید سریعتر و بدون نیاز به قالب را برای محصولات اورتودنسی فراهم میکنند. از برندهای مشهور چاپ سهبعدی در دندانپزشکی میتوان به EnvisionTec اشاره کرد.
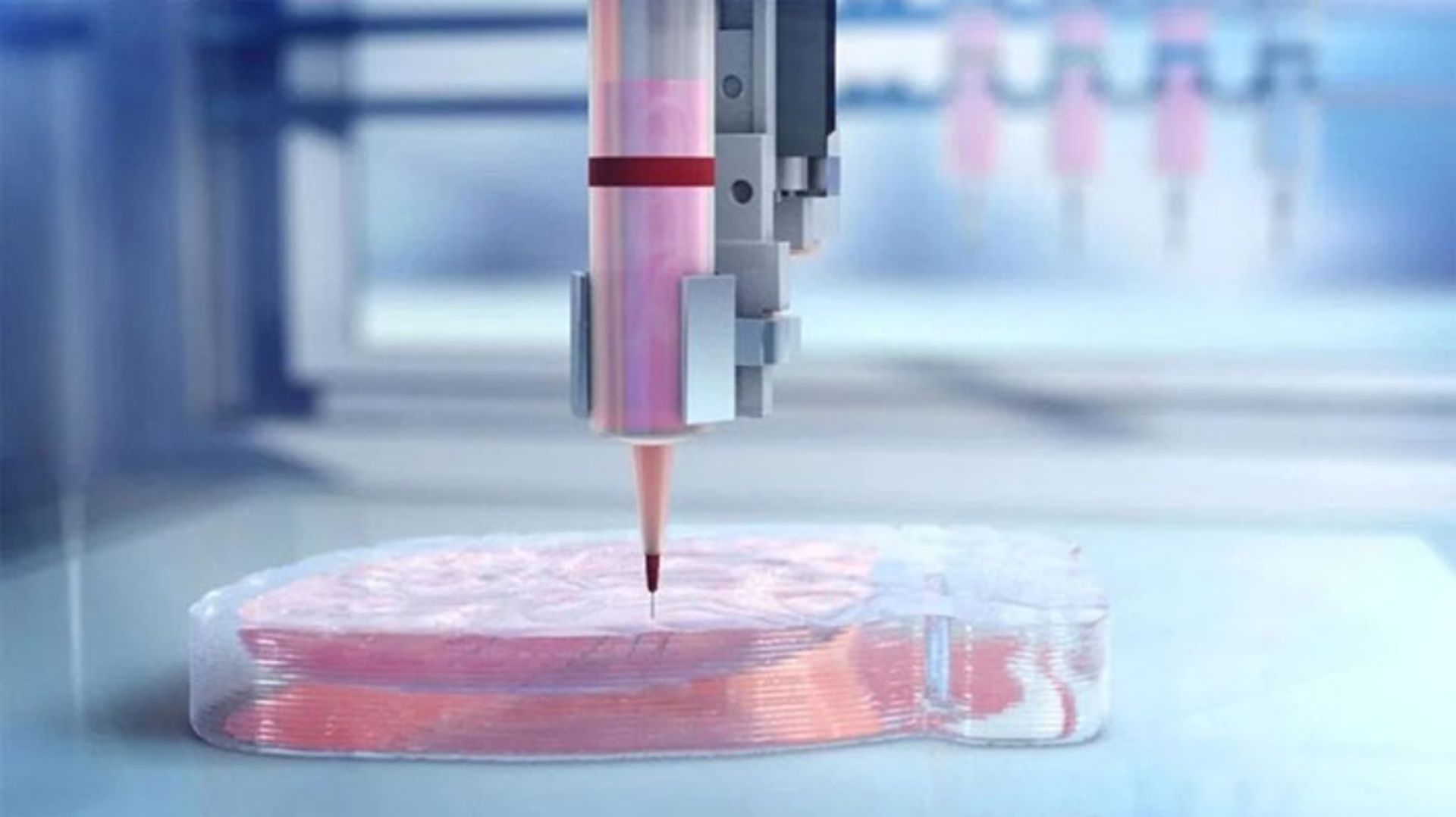
فناوریهای زیستی و تولید ارگانهای بدن با استفاده از چاپ سهبعدی، روزبهروز اهمیت بیشتری پیدا میکنند. مهندسی بافت در این صنعت از لایههای سلولهای زنده برای تولید اعضای بدن استفاده میکنند. فناوری مذکور بهنام چاپ زیستی (Bio Printing) شناخته میشود.

علاوه بر موارد بالا، تجهیزات ترمیم شکستگی هم امروزه با فناوری چاپ سهبعدی ساخته میشوند. با نگاهی به تصور بالا متوجه کارایی چنین محصولاتی میشویم که مقاومت بالا را با طراحی زیبا به کاربر عرضه میکنند.
چاپگر سهبعدی در هوافضا
شاید هوافضا را بتوان عجیبترین حوزهی کاربرد چاپ سهبعدی دانست. امروزه نمونههای متعددی از محصولات ساختهشده با فرایند چاپ سهبعدی در این صنعت به چشم میخورند و همچنین طرحهای اولیهی متعدد برای تولید در آینده آماده هستند. بهعنوان مثال میتوان به استارتاپ بریتانیایی Orbex اشاره کرد که بزرگترین موشک ساختهشده با چاپ سهبعدی را در جهان تولید میکند. این موشک بسیار منحصربهفرد است و بهصورت یکتکه و بدون هیچ اتصالی تولید میشود.
امروزه موشکهای فضایی هم بهکمک چاپ سهبعدی تولید میشوند
محققان دانشگاه اوتاوا پروژهای در حال اجرا دارند تا چاپگرهای سهبعدی را به مأموریتهای کرهی ماه ارسال کنند. چاپگرهای مذکور اکنون بهعنوان طرح اولیه مطرح شدهاند. در صورت ساخت نهایی میتوان با استفاده از همین ماشینآلات و خاک خود ماه، تجهیزات و زیرساختهای مورد نیاز برای مأموریتهای اکتشاف را تولید کرد.
چاپگر سهبعدی در صنایع غذایی
فرایند تولید افزودنی از سالها پیش وارد صنایع غذایی شده است. امروزه رستورانهای متعددی همچون Food Ink و Melisse از همین فرایند تولید بهعنوان روشی برای بازاریابی و جذب مشتری هم استفاده میکنند. مشتریان عاشق فناوری برا مشاهدهی غذاهای تولیدشده با چاپ سهبعدی، از سرتاسر جهان به این رستورانها جذب میشوند. شرکت Chefjet از فعالان دیگر تولید سهبعدی در صنعت غذایی است که انواع دانههای قند را با چاپ سهبعدی با طراحی زیبا تولید میکند.

آموزش
امروزه مدارس متعددی در سرتاسر جهان فناوری چاپ سهبعدی را به برنامهی تحصیلی خود اضافه کردهاند تا کودکان و نوجوانان را برای دنیای آینده آماده کنند. درواقع در مدارس مدرن امروزی فضاهایی برای ساختوساز مبتنی بر بازی، مجهز به دستگاههای متعدد همچون چاپگر سهبعدی وجود دارند. بهعلاوه چاپگرها در کتابخانههای متعدد عمومی هم دیده میشوند و قطعا در دانشگاهها هم شاهد انواع ماشینآلات با هدف پیشبرد اهداف تحقیقی دانشجویان هستیم.

انواع فناوری و فرایندهای چاپ سهبعدی
روشهای متعددی برای تولید محصول با چاپ سهبعدی وجود دارد. همهی فناوریهای تولیدی بهصورت افزودنی انجام میشوند، اما در روش تولید لایهها با هم تفاوت دارند. برخی از روشها از ذوب کردن یا نرم کردن مادهی اولیه برای تزریق لایهها استفاده میکنند. برخی دیگر از رزینهای فتو ریاکتیو همراهبا لیزر UV بهره میبرند. انجمن علم مواد آمریکا (ASTM) از سال ۲۰۱۰ استاندارد ASTM F42 - Additive Manufacturing را توسعه داد که در آن به دستهبندی فناوریهای چاپ سهبعدی هم اشاره شده است. طبق استاندارد مذکور، فرایند چاپ سهبعدی به هفت گروه اصلی تقسیم میشود که در ادامه به آنها میپردازیم.
Vat Photopolymerization
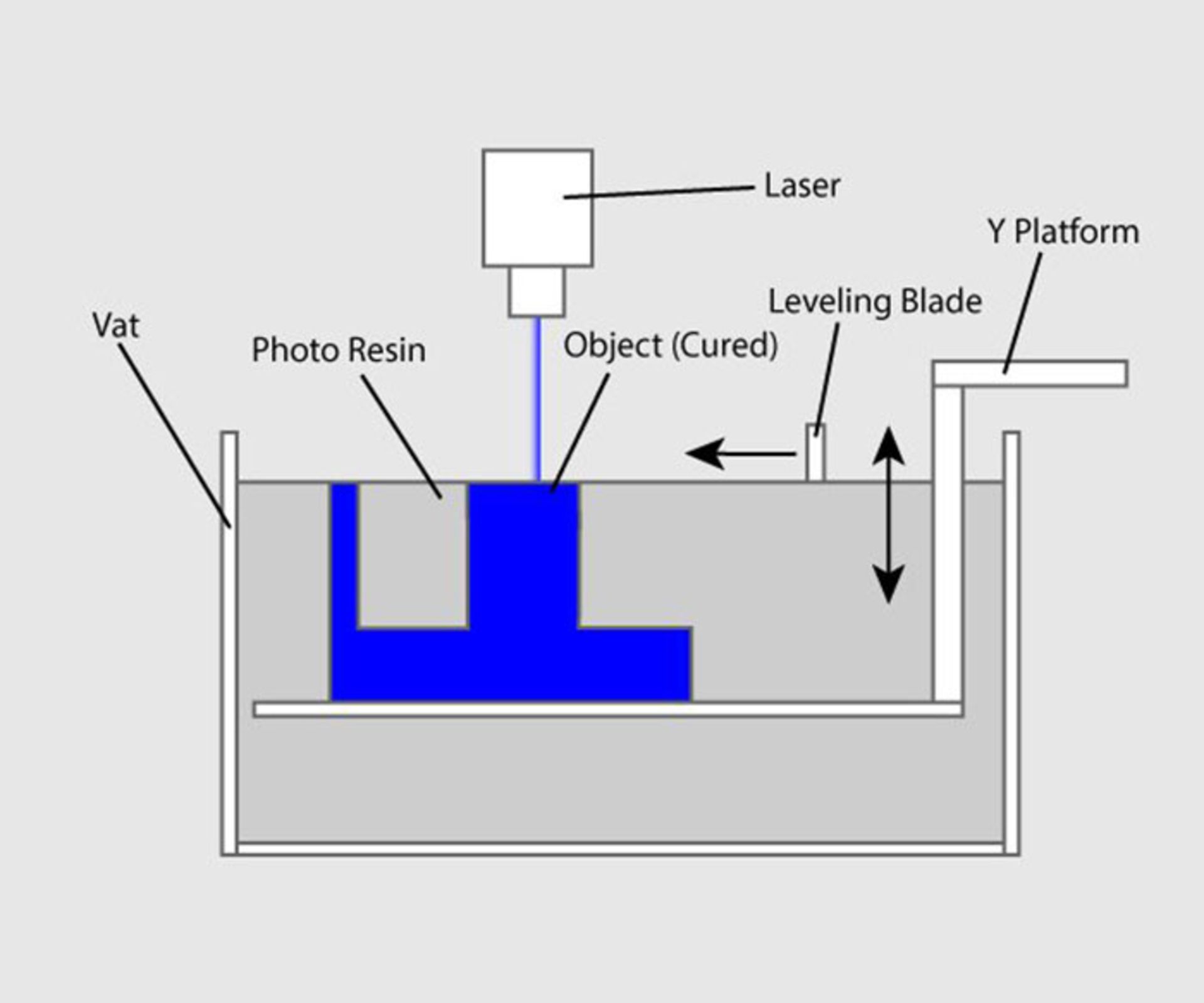
ماشینهایی که از این فرایند برای تولید استفاده میکنند، شامل یک مخزن از مواد فتوپلیمر هستند که در مراحل تولید توسط یک منبع نور UV سخت میشوند. از زیرمجموعههای این روش میتوان به Stereolithography یا SLA اشاره کرد که از مخزن حاوی فتوپلیمر سختشدنی (Curable) فرابنفش و لیزر فرابنفش برای ساخت لایههای جسم نهایی استفاده میکند. اشعهی لیزر برای تولید هر لایه مسیری با طراحی الگوی قطعه را در سطح رزین مایع طی میکند. قرارگیری در برابر لیزر، الگوی طی شده را روی رزین بهصورت جامد و سخت در میآورد که به لایهی زیرین متصل خواهد شد.
پس از سخت شدن لایهی اول، پلتفرم SLA که حالت آسانسوری دارد به اندازهی ضخامت مورد نظر برای هر لایه پایین میرود. ضخامتها عموما بین ۰/۰۵ تا ۰/۱۵ میلیمتر هستند. سپس یک تیغهی حاوی رزین روی لایهی ساختهشده کشیده میشود تا مادهی اولیهی لازم برای تولید، به لایهی بالایی اضافه شود. فرایند تایش لیزر مجددا در لایهی جدید هم تکرار میشود و همین روند تا پایان تولید ادامه مییابد. از مهمترین قطعات مورد نیاز در تولید با فرایند استریولیتوگرافی باید به قید و بندهای نگهداری قطعه و پلتفرم آسانسوری اشاره کرد که باید قطعه را در حوضچهی مملو از رزین نگه دارند. فرایند مذکور در سال ۱۹۸۶ توسط چارلز هولو اختراع شد. او بنیانگذار شرکت 3D Systems بود.
Digital Light Processing یا DLP از روشهای تولیدی دیگر این دسته است که از نور و پلیمرهای حساس به نور استفاده میکند. این فرایند شباهت زیادی به SLA دارد اما بهجای لیزر از منابع نوری سنتی مانند لامپهای قوسی استفاده میکند. استفاده فرایند DLP سرعت بالایی نسبت به فرایندهای دیگر دارد و مانند SLA، از پلتفرمی برای بالا یا پایین بردن قطعه در آن استفاده میشود. از مشهورترین چاپگرهای سهبعدی DLP میتوان به EnvisionTec Ultra، MiiCraft High Resolution و Lunavast XG2 اشاره کرد.
شرکتی بهنام Carbon فرایند تولیدی فتوپلیمریزاسیون بهنام Continuous Liquid Interface Production توسعه داده است که بهاختصار CLIP نامیده میشود. فرایند مذکور را میتوان جدیدترین روش و سریعترین روش فتوپلیمریزاسیون دانست. قلب فرایند CLIP فناوری Digital Light Synthesis است که از یک منبع نور LED برای تاباندن مجموعهای از تصاویر روی مادهی اولیهی مورد نظر استفاده میکند. تصاویر بهترتیب نمایانگر لایههای گوناگون از جسم نهایی هستند. درنتیجه نازل در روش CLIP نیاز به حرکت زیادی ندارد و تصویر سطح مقطع بهصورت یکجا و با کنترل بالا در مادهی اولیه ساخته میشود.
یک پنجرهی ورود اکسیژن در دستگاههای CLIP وجود دارد که لایهای نازک از رزین سخت نشده را بین پنجره و ناحیهی سخت شده (Dead Zone) وارد میکند. منطقهی سخت شده ضخامتی حدود ۱۰ میکرون دارد. در این منطقه اکسیژن مانع از سخت شدن بالای ناحیه میشود تا ورود ادامهدار و متوالی مادهی اولیه و جوش خوردن آن به لایههای قبلی جریان داشته باشد.
پس از پایان تولید محصول با نور، یک مرحلهی دیگر برای آمادهسازی نهایی آن وجود دارد. محصول را در مخازن مخصوص گرمادهی قرار میدهند تا با فرایندی مانند پختن، به خواص مکانیکی مورد نظر برسد. قطعاتی که با این روش تولید میشوند شباهت زیادی به قطعات تولیدشده با ذوب تزریقی دارند. درنتیجه خواص مکانیکی ثابت و قابل اندازهگیری خواهند داشت.
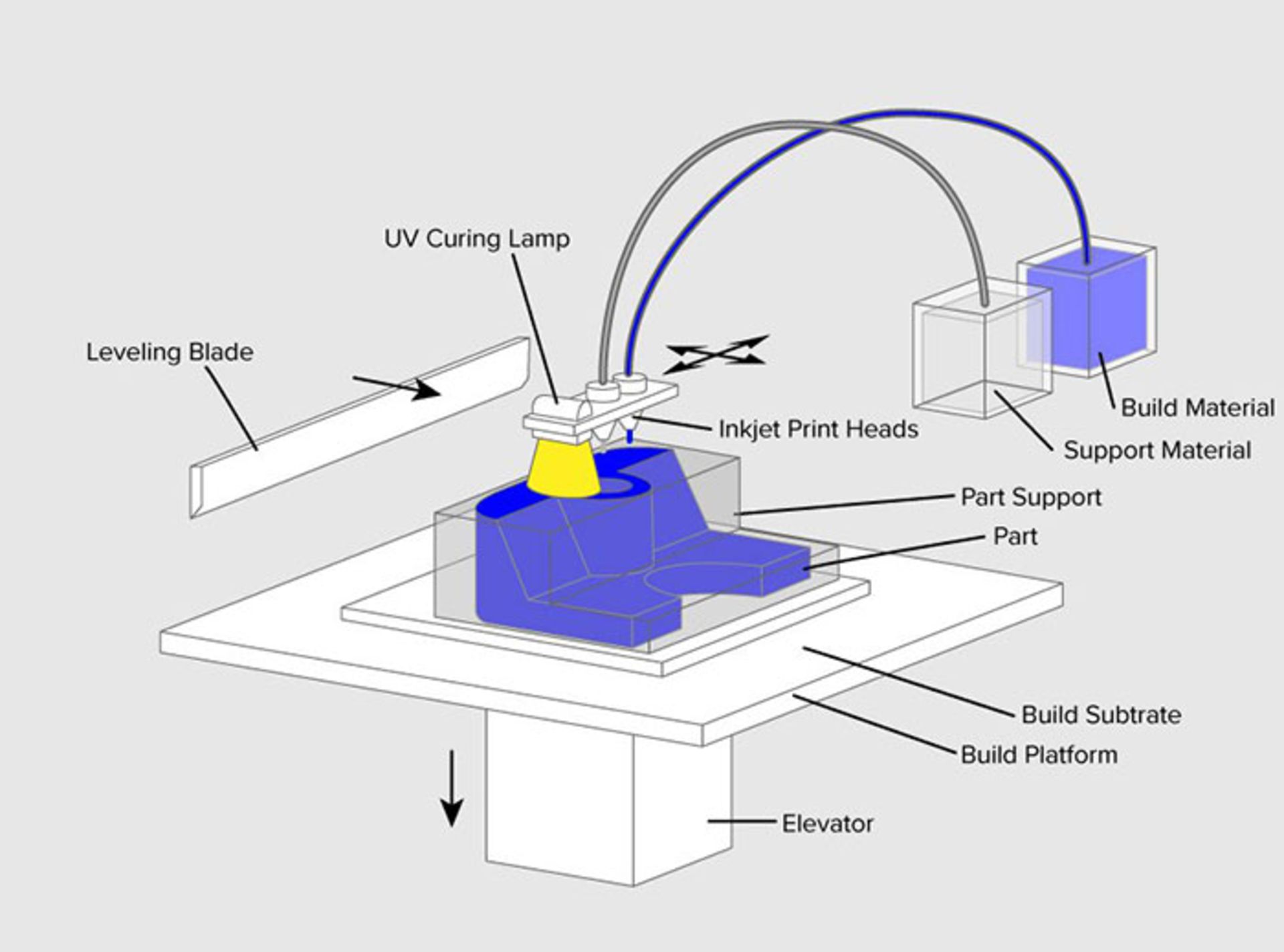
Material Jetting
متریال جتینگ، مواد را بهصورت قطراتی از نازلهای با قطر بسیار پایین به پلتفرم تولید تزریق میکند. چنین روشی شباهت زیادی به چاپ با چاپگرهای رنگی جوهرافشان دارد. منتهی روش مذکور برای ساخت لایه به لایهی یک جسم سهبعدی استفاده میشود که سپس با نور UV سخت خواهد شد.
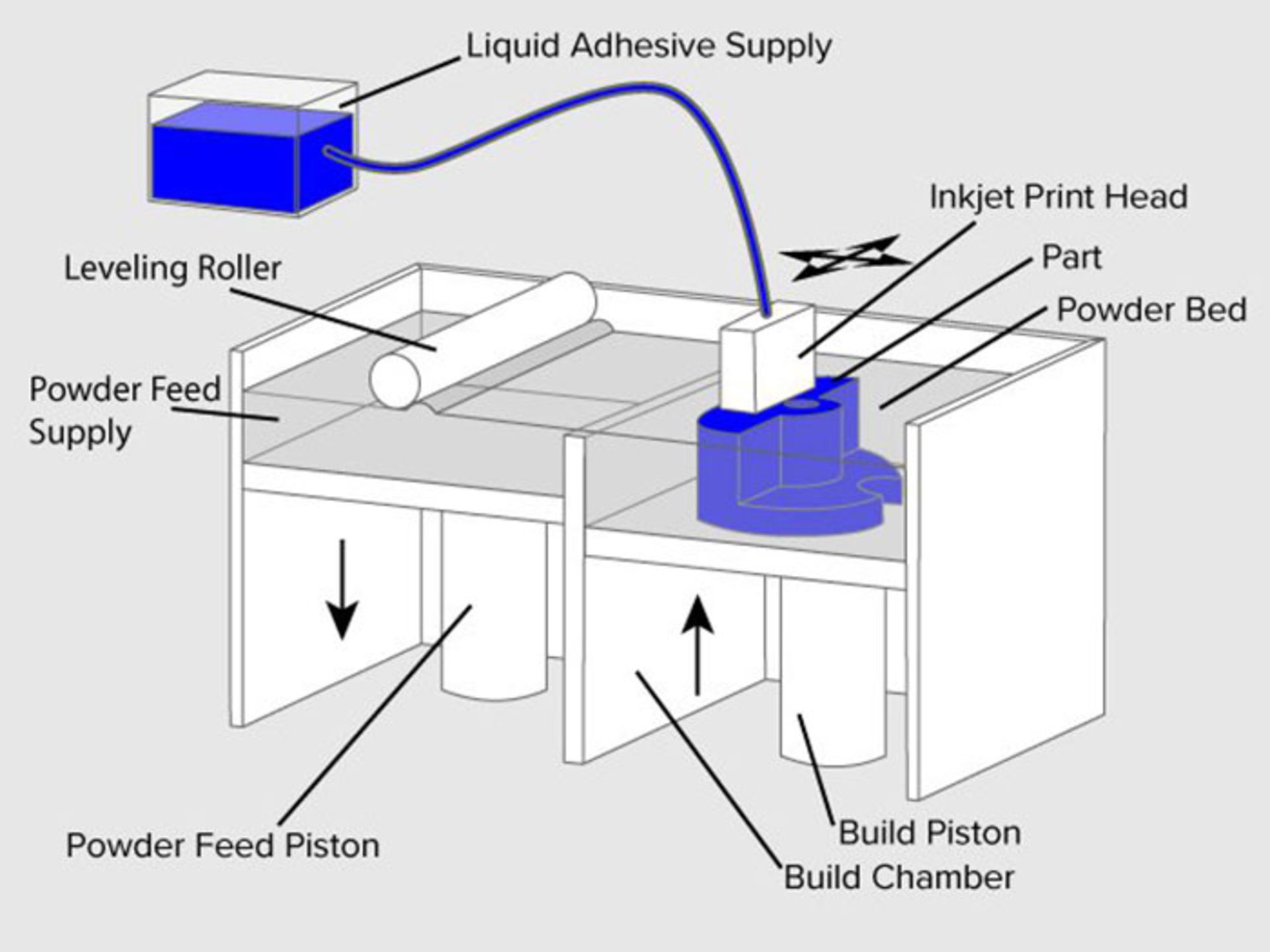
Binder Jetting
در روش بایندر جتینگ از دو ماده استفاده میشود. مادهی اصلی بهصورت پودر در دستگاه قرار دارد و مادهی مایع دیگر پیونده (Binder) نام دارد. ابتدا پودر در محفظهی تولید وارد شده و سپس پیونده با استفاده از نازلها به آن وارد میشود و بهنوعی نقش چسب را برای تولید محصول نهایی بازی میکند. پس از پایان فرایند ساخت، جسم نهایی باید از محفظهی پر از پودر خارج شود. پودر باقیمانده برای تولید محصولات بعدی استفاده میشود. فناوری بایندر در سال ۱۹۹۳ در دانشگاه MIT اختراع شد و Z Corporation در سال ۱۹۹۵ مجوز تولید ماشینآلات آن را دریافت کرد.
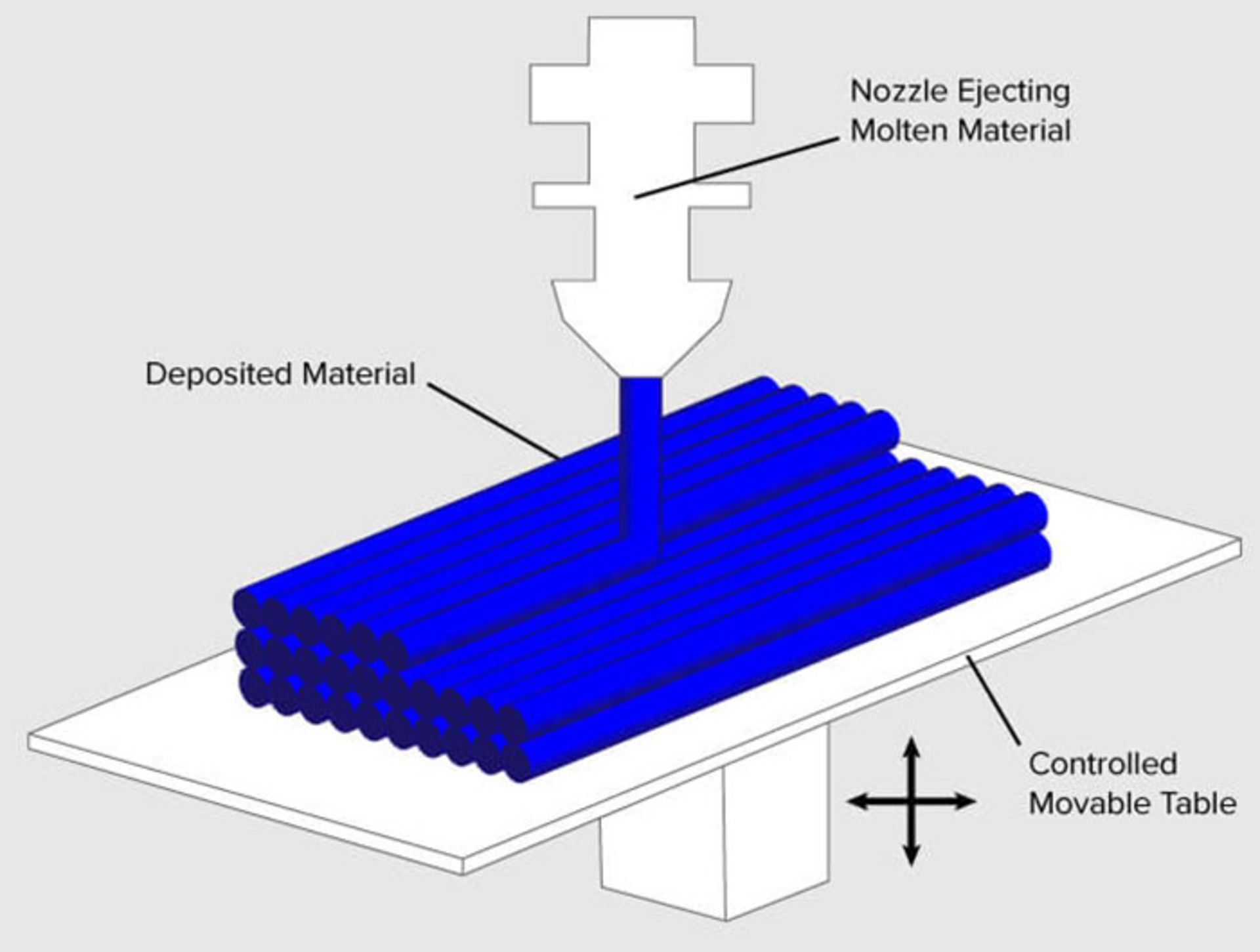
Material Extrusion
فرایند اکستروژن را میتوان پرکاربردترین روش تولید با چاپ سهبعدی دانست. از پرکاربردترین روشهای این فرایند نیز میتوان به Fused Deposition Modeling یا FDM اشاره کرد (بهنام Filament Deposition Modeling هم شناخته میشود). در این روش از یک رشتهی پلاستیکی یا فلزی استفاده میشود که ابتدا دور یک قطعهی گرد پیچیده شده است. رشتهی مورد نظر بهمرور باز شده و به نازل وارد میشود. نازل بهکمک یک سیستم کنترل عددی کامپیوتری توانایی حرکتهای افقی و عمودی را دارد و بهمرور مادهی اولیه را ذوب میکند. ماده به محض خارج شدن از نازل و قرارگیری روی لایهی قبلی سخت میشود. همین روند برای تولید لایههای متعدد جسم نهایی تکرار خواهد شد.
از مواد اولیهی پرکاربرد در فرایند تولید FDM میتوان به ABS یا Acrylonitrile Butadiene Styrene و PLA یا Polylactic acid اشاره کرد. البته بسیاری مواد دیگر هم در این روش استفاده میشوند و حتی مواد پرکنندهی چوبی و رسانا هم در برخی ماشینآلات استفاده شده است.
FDM در سالهای پایانی دههی ۱۹۸۰ توسط اسکات کرامپ اختراع شد. او پس از ثبت اختراع، شرکت خود را بهنام Stratasys در سال ۱۹۸۸ ثبت کرد. درواقع امروز نام FDM نیز بهعنوان نشانی تجاری در اختیار شرکت Stratasys قرار دارد.
Powder Bed Fusion
چاپگرهای پودری که با ذوب و جوش پودر فرایند تولید را انجام میدهند بخش مهمی از بازار چاپگرهای سهبعدی هستند. Multi Het Fusion یا MJF یکی از روشهای تولیدی با این فرایند است که Hewlett Packard آن را به صنعت معرفی کرد. در فرایند MJF ابتدا یک بازوی مکانیکی لایهای از مادهی پودری را در محفظهی تولید وارد کرده و سپس بازوی دیگر بسته به طراحی سطح مقطع هر لایه، مادهی پیونده را به آن اضافه میکند. نازل دوم همچنین اندازهگیری ابعاد و دقیق و نرم بودن سطح را هم بررسی میکند. درنهایت انرژی گرمایی به کار گرفته میشود تا مواد موجود وارد واکنش شوند.
چاپگرهای روش MJF توانایی تزریق ۳۰ میلیون قطره در ثانیه را دارند و تولید بسیار سریع و دقیقی انجام میدهند. بهعلاوه میتوان از مواد گوناگون برای تولید یک جسم استفاده کرد و محصولی با رنگ و خواص مکانیکی متنوع بهدست آورد.
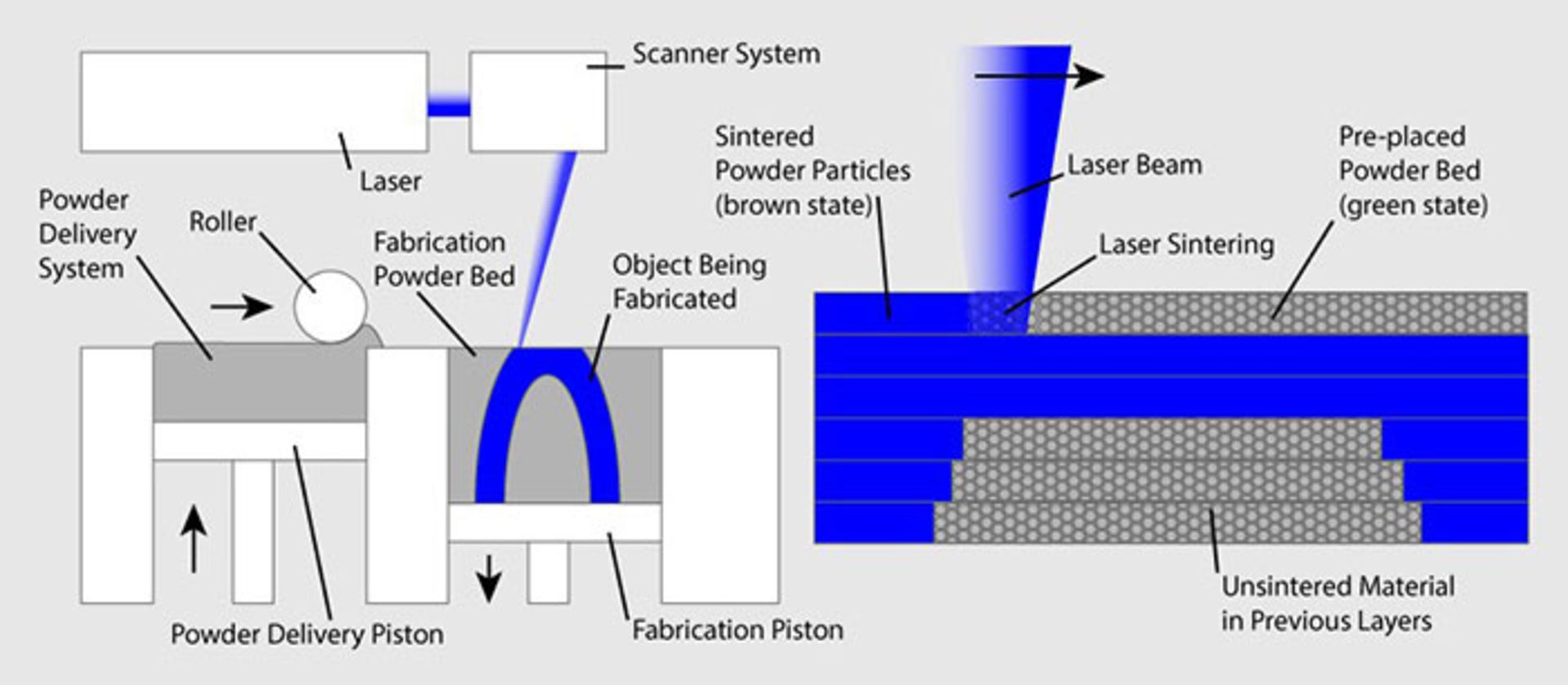
Selective Laser Sintering یا SLS روش تولیدی دیگر پودری است که پرکابردترین روش در این دسته محسوب میشود. در فرایند SLS از لیز با قدرت بالا برای تبدیل ذرههای کوچک پودر پلاستیک، سرامیک و شیشه به جسم با ابعاد هندسی مورد نیاز استفاده میشود. لیزر بهصورت انتخابی مادهی پودری را بهگونهای ذوب میکند و جوش میدهد تا لایهها طبق مدل سهبعدی ساخته شوند. پس از اسکن هر سطح مقطع، صفحهی حاوی پودر بهاندازهی ضخامت یک لایه پایین میرود تا لایهی جدید روی آن جوش بخورد.
در برخی از روشهای تولیدی SLS از فلز بهجای پلاستیک، سرامیک و شیشه از فلز استفاده میشود که بهنام DMLS شناخته میشوند. در فرایند فلزی همهی پودر موجود بهعنوان بستر پشتیبان برای جسم نهایی استفاده میشود و درنهایت برای ساخت اجسام بعدی کابرد خواهد داشت. همین مورد، مزیت مهم DMLS نسبت به SLS و SLA است. SLS اولینبار در میانهی دههی ۱۹۸۰ توسط دکتر کارل دکارد از دانشگاه تگزاس و با سرمایهگذاری دارپا ثبت شد.
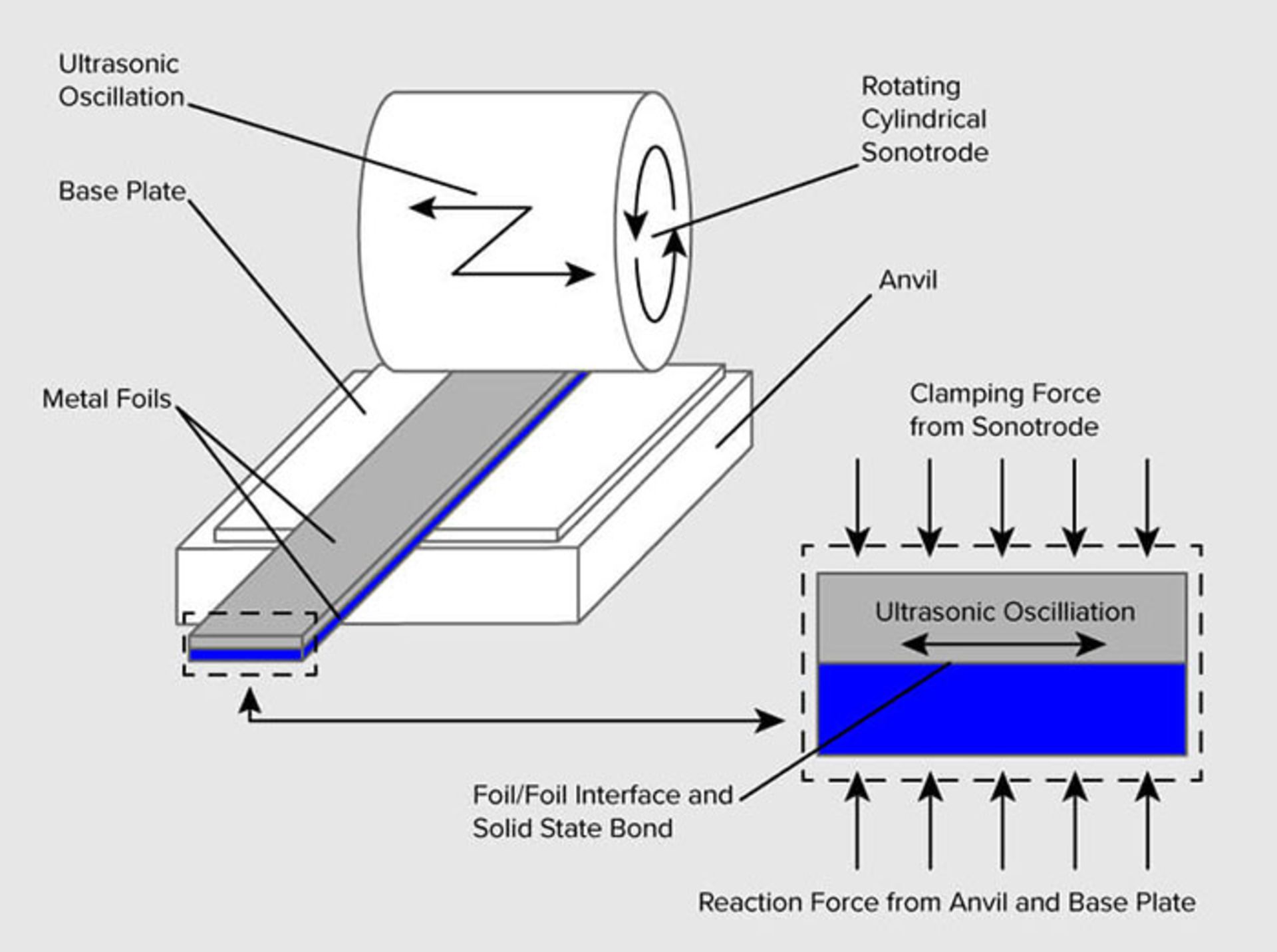
Sheet Lamination
فرایند چاپ سهبعدی به کمک مواد اولیهی ورقهای، انواع مواد اولیه از فلز تا کاغذ و پلیمر را پشتیبانی میکند. ورقهای فلزی با جوش التراسونیک بههم متصل میشوند و پس از جوش هر لایه، یک فرز CNC فرایند شکلدهی را انجام میدهد. ورقهای کاغذی با چسب مخصوص لایههای جسم نهایی را شکل میدهند و از تیغههای دقیق برای برش آنها استفاده میشود.
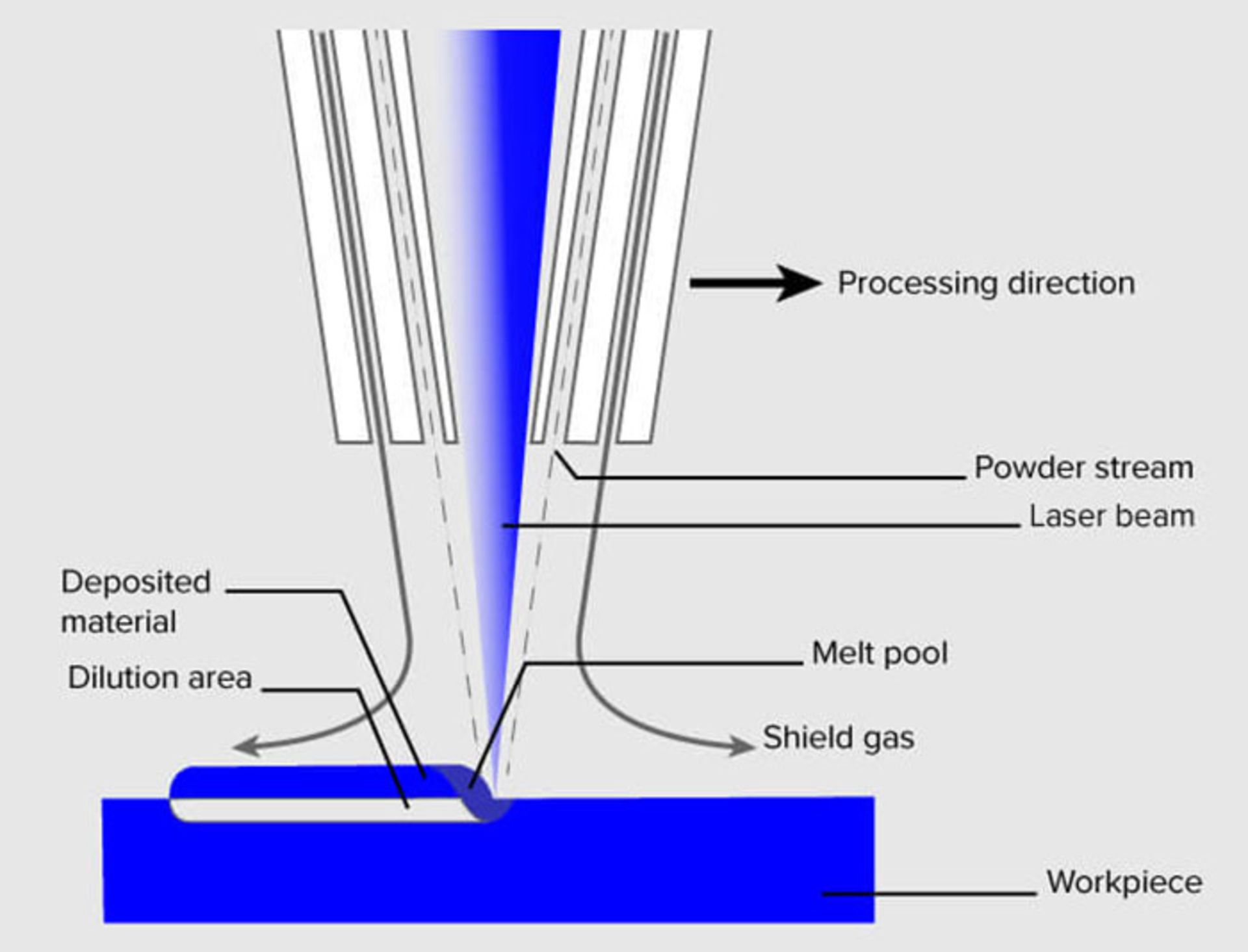
Directed Energy Deposition
این فرایند اکثرا در تولید صنعتی فلزی و در فناوریهای پیشرفته کاربرد دارد. در روش تابش مستقیم انرژی، بازوی رباتیک با توانایی حرکت در محورها و زاویههای متنوع استفاده میشود که پودر فلز یا سیم فلزی را روی سطح وارد میکند. سپس یک منبع انرژی مانند لیزر، اشعهی الکترونی یا پلاسما برای ذوب کردن و جوش دادن ماده استفاده میشود.
مواد اولیه پرینتر سه بعدی
۶ نوع ماده بیش از همه در فرایندهای تولید افزودنی استفاده میشوند. پلیمر، فلز، بتن، سرامیک، کاغذ و مواد خوراکی دستههای اصلی پرکاربرد در صنعت چاپ سهبعدی هستند. مواد اولیه عموما به شکلهای سیم تغذیهای، رشتهی مخصوص چاپگر سهبعدی، پودر یا رزین مایع استفاده میشوند. روشهای بالا از همهی این مواد استفاده میکنند، اما پلیمرها بیش از همه کاربرد دارند. بهعلاوه برخی از روشها نیز به استفاده از مواد خاص محدود هستند.
مطلب بالا بررسی کلی از کاربردها و فرایندهای تولید بهروش چاپ سهبعدی بود. روشی که در سالهای نهچندان دور تنها در مراحل آزمایشی و مدلسازی تولید انجام میشد، امروز به بخشی جدانشدنی از صنایع متعدد تبدیل شده است. قطعا آشنایی با این فرایند و حتی تخصص کار کردن با تجهیزات و ابزارهای گوناگون آن، آیندهی روشنی را برای افراد علاقهمند بههمراه خواهد داشت.

نظرات